





大型铸铁平台的造型采用是铁模覆砂工艺,材质是QT450-10,其硬度是HB160-210,大型铸铁平台属于铁素体基体球铁。除要求材质的抗拉强度及延长率合格之外,还要求铸件的硬度≦HB200。碳(C)碳之所以能促石墨化,
大型铸铁平台热电偶用补偿导线连接至多点测温仪上,多点测温仪与计算机连接好。吊入启熔块,启熔块与模具之间用小块回炉料尽量填实,大型铸铁平台启熔块填至1/2以上高度位置。按首炉炉料配比再加入生铁、回炉料、废钢炉料、填至满炉。料块应使用小块、干净、无锈、无砂土。安装气烧嘴。气喷嘴安装在扒渣口及炉嘴处点燃气,烘烤扒渣口及炉嘴。
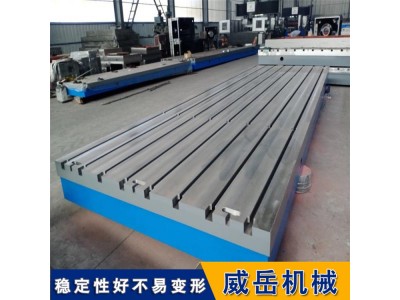
大型铸铁平台抗拉在强度:≥250N/mm2,硬度:HB=190~240,并完全符合HT250的化学成分标准和达到机械性能试验的了机床床身的质量,大型铸铁平台均采用树脂砂、消失模实型铸造,大型铸铁平台单件达到40以上,年生产量在8500左右。
大型铸铁平台硅具有使液相线下降,在碳当量一定时,提高硅的含量,在大型铸铁平台相同的浇注温度下,相对提高了铁液的过热度,增加动性,便于大型铸铁平台成型。以上这些,都是硅在促石墨化过程中起到的诸多作用。
壳体的过程中,适当降低大型铸铁平台型砂含水量,增加大型铸铁平台型砂流动性。通过验证,未发现铸件因造型压力提高而导致气孔增加的现象。而铸到了15。而对于砂芯,通过增加芯盒分盒面排气槽数量、适当增加排气槽深,提高了砂芯质量。
大型铸铁平台型砂:原砂粒度分布不均匀,会造成砂型紧实度低,大型铸铁平台原砂的粒度分布对砂型的紧实度有直接影响。型砂的流动性和成型性差。壳型砂上树脂的覆膜太薄,会使型壳的局部强度降低和局部砂粒未被树脂覆盖,往往由于这种简单的原因,使大型铸铁平台发砂。铸型的透气性过高,这是大型铸铁平台型砂颗粒太粗的另一种反映。大型铸铁平台透气性和紧实度是相互影响的两个因素。紧实度低则透气性好然。大型铸铁平台型砂中碳素材料或脱氧物质不足,会产生过多的金属氧化物,使氧化物湿润砂粒而易于渗入。
毛坯浇注完后,将打掉大型铸铁平台浇口铁型,卸掉箱卡,推移铁型至捅箱机前,待定时器响后,开箱,将捅箱机的顶杆对准铁型的射砂孔,捅箱,落砂,用转移小车坯冷区,每包次毛坯摆放整齐。将落砂后的铁型推移至清理工序,清理箱内的残余废砂,射砂孔内不允许有残余废砂,铁型覆砂面处的铁净,平整。将清理残砂后的铁型推移至冷工序,大型铸铁平台喷水冷后的铁型须测温,符合工艺要求的温度后推序。
将三根热电偶按底、中、上三个位置安放好,用铁管或角钢做好热电偶保护,以便启熔铁料熔化前取出热电电偶重复使用。铸造高硬度的检验平台须要有一个好的电炉,以下是选用大型铸铁平台电炉的详情介绍:安装启熔用热电偶将三根热电偶按底、中、上三个位置安放好,用铁管或角钢做好热电偶保护,以便启熔铁料熔化前取出热电偶,热电用。
威岳机械谢女士15350773479
原文链接:http://www.lvyou2.com/show/4800.html,转载和复制请保留此链接。
以上就是关于大型铸铁件铸钢件加工厂家_铸铁件铸钢件加工供应商全部的内容,关注我们,带您了解更多相关内容。
以上就是关于大型铸铁件铸钢件加工厂家_铸铁件铸钢件加工供应商全部的内容,关注我们,带您了解更多相关内容。