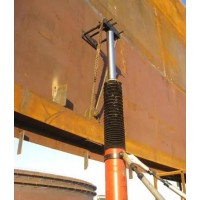
1.立柱组装
(1)检查上下卡头有无损坏、液压部分有无漏油;检查上下卡头性能是否良好、操作是否灵活;立柱、滑道及滑块应完好。整机处于完好状态。
(2)将上下卡头用螺栓与立柱连接、拧紧。
(3)提升杆贯穿上下卡头、提升滑块,并用CHE507焊条将端块与提升杆焊牢。在插入提升杆之前,应对提升杆进行校直。在插入提升杆时,将千斤顶处于松卡位置,即在上、下卡头的松卡螺母上旋到位时进行。注意保证提升杆与千斤顶基本同心,待正式工作时再将上、下卡头复位,使其处于工作状态。在滑道、滑块上均匀涂抹铿基脂二硫化钥润滑油脂。
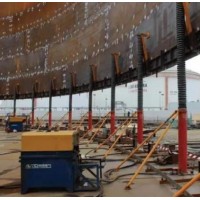
2.立柱安装
(1)确定立柱安装位置。安装立柱时,应避免立柱与壁板纵焊缝在同一径向,影响焊接施工。所有立柱应在以罐体中心为圆心的同一圆周上,且每个立柱均布。提升块端头与壁板间隙宜为10~15mm。据以在底板上画出立柱位置。
(2)安装。按确定位置,将立柱固定在底板上,应接触且应垂直,用J507焊条焊牢。
(3)立柱固定。立柱圆周方向的固定,采取钢性固定。使用角钢与立柱相互焊牢,使其一周连接成一个整体。立柱对角方向采取柔性固定,使用钢丝绳相互拉紧,并用花篮螺栓锁紧。单根立柱采用间隔一根立柱用角钢三角形支撑,并将其焊牢。
 液压顶升装置同步顶推控制问题同提升作业要点
液压顶升装置同步顶推控制问题同提升作业要点(一)、液压同步顶推技术施工的控制问题
1、采用现场制造节段方式进行施工
在对桥梁进行施工建设时,将桥分为几段,在现场之外进行建造,然后再在现场进行拼接是非常有必要的施工方式。在对各个节段进行铸造时,对节段的质量和长度,以及拼接接口进行控制。主要有两种方式来对长度和质量进行确定:①利用连续预制但是逐段顶推的方式,此方法是利用预制场的梁轴线来控制完成的;②需要依靠生产厂家对材料进行预制,建成较小的快件时,将这些小快件运送到桥梁施工现场之后再进行同步顶推。对于后者的应用要求高,运输过程需要采用公路货车进行运输,快件的大小根据运输货车的长度和整体载重来确定。两种方法进行对比,二种的方法的运输和拼接都比较巨大,容易产生连接不到位等失误问题,因此采用一种现场制作的方法加简便易行。
2、现场预制需要注意的问题
利用液压同步顶推技术进行施工的主要操作流程是:先将材料进行预制,然后对预制好的节段采用顶推技术来进行施工和安装。但是在预制过程中往往会遇到一些问题,对这些问题进行合理分析和找出相应的解决措施,这对提高施工技术和施工质量至关重要。先是预制场地的选择,要对预制场的设置长度与预制快件进行综合的考虑,一般是阶段的三倍,从而保证运输和建设过程的方便可行。于此同时,还要设置顶推过渡段,从而保证液压提升工作的顺利进行。对于顶推过渡段中的中间支撑做好做到位,尽力保证其在水平方向上呈现线性关系,对于无法保证线性关系的情况,在计算和施工时,要对具体情况进行综合性考虑。
(二)、液压提升设备提升作业要点
提升作业时,使千斤顶的上下卡块处下工作状态。当驱动泵站供油时,液压油通过高压油管从千斤顶的下油嘴进入千斤顶缸体内,使千斤顶的上卡头锚片自动锁紧提升爬杆,此时千斤顶的下卡头锚片松开,在油压作用下。千斤顶的活塞上升带动提升爬杆提着负载上升。当活塞走完一个行程(20cm),停止泵站供油,负载停止上升,完成一个提升过程。
回油时,压力油通过高压油管从千斤顶的上油嘴进入,此时千斤顶的下卡头锚片锁紧提升爬杆静止不动,在油压作用下,千斤顶的活塞回程,液压油从千斤顶的下油嘴排出。至此,千斤顶的活塞完成一个提升行程(20cm)。如此往复循环,千斤顶通过提升爬杆、环形抱箍带着重物不断提升。如此反复,直至完成烟囱钢内筒的全部提升安装工作。
液压顶升机械采用穿心式结构:千斤顶中部为空心,钢绞线从中间穿入千斤顶。上下夹持器与起升主千斤顶制作成一体,主顶通过上下夹持器的爪片与钢绞线连接。吊件通过构件夹持器与钢绞线连接。
液压提升器之所以能钢绞线连续地升降重物,重物由下锚承担,上下锚之问的钢绞线上的负载拉力渐变为零。主要是靠上下二组主液压缸的速度差来进行负载转换的。当上主液压缸以V0到达指定位置2L-时,降速至V,上锚具液压缸进、回油口连通呈浮动状态,紧下锚并以V0速度启动下主液压缸,由于上下主液压缸存在速度差△V=V0-V,下锚片锁紧钢绞线,并随钢绞线相对于锚环下沉。然后,下主液压缸活塞杆负重提升,上主液压缸卸载到达2L处缩缸,等待下一次的负载转换。把2L-到2L一段行程称为负载转换行程,又称变速行程,用△V表示。
速度差△V与负载转换行程△V之间是互相制约的。速度差△V越小,重物的提升速度越平稳,惯性冲击越小,但负载转换行程△V越大,由于是一维问题,只注重速度差单一因素,速度差相对偏大。
若总行程不变,则由单缸提升的行程必然变短,提升速率降低。以△v为目标函数,将如设置成泵大流量时的值,△L固定在30mm,这样,既可较不错的提升速率,又符合主液压缸行程传感器的结构要求,结果速度差的小值达到1.45mm,其相对值约为20%左右。
液压顶升设备的优化设计:
该压力由零上升到终克服上锚片与上锚环之间摩擦力,速度差△V又使上下锚之间的钢绞线承受压力,使上锚片随钢绞线相对于上锚环顶出而松锚,由锚具缸油路维持松锚状态,至此完成了负载自上向下的转移过程。
沧州鼎恒液压机械制造有限公司(http://www.czdhyy.com)是一家以液压提升器、液压顶升机械及其配套设备为主,集设计、开发、生产于一体的液压机械设备制造公司,为我国安装工程的事业奉献光热,为锻造我国液压提升产业丰碑而向前。
原文链接:http://www.lvyou2.com/show/54691.html,转载和复制请保留此链接。
以上就是关于上海液压顶升订做厂家/鼎恒液压订制液压顶升全部的内容,关注我们,带您了解更多相关内容。
以上就是关于上海液压顶升订做厂家/鼎恒液压订制液压顶升全部的内容,关注我们,带您了解更多相关内容。